揚子 YZ-X2E 是一款工商用手推式洗地機,集洗、刷、吸拖于一體,適合工廠、倉庫、商場、醫院等中小型區域。清潔寬度 500mm,效率約 2200㎡/h,清水箱 45L、污水箱 55L;靜音低噪(約 ...

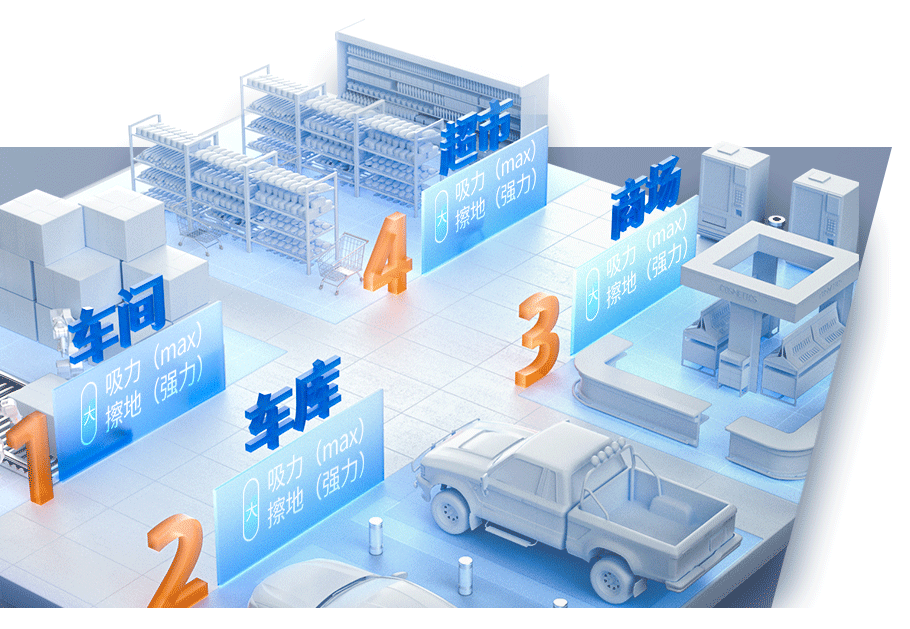
揚子 YZ-X5E 是一款駕駛式洗地機,適合工廠、車庫、商場等大面積硬質地面。單刷款清潔寬度 510mm(單刷)/630mm(雙刷)、效率 3900㎡/h(單刷)/4800㎡/h(雙刷),清水箱 65...

揚子 YZ-X7C 是一款重工業級雙刷駕駛式洗地機,適合工廠、倉庫、商場等大面積重油污硬質地面。清潔寬度 900mm、效率 7000㎡/h,清水箱 145L、污水箱 165L;17KPA 大吸力、40...

高品質超耐用,LDPE滾塑工藝耐高溫耐腐蝕超耐用機身;不費力超省心,輔助輪+動力刷盤雙配置,輕推不費力、清潔更省心;高效率真清潔,前置入水+底部放水系統,加水放水,快至1分鐘搞定;大范圍快潔凈,329...

小型高效駕駛式洗地機,選配水槍駐車系統,大動力吸風電機,大容量清污水箱,品牌電池持久續航

創新高壓水槍功能,駐車機械剎車功能,水汽分離設計,保護吸風電機免受損害,有效避免電機進水,更加穩定耐用

揚子洗地機YZ-X2,65L清水箱,70L污水箱,大容量一箱水輕松搞定,大續航一次充電可用3-4小時,續航持久效率翻倍。

揚子洗地機YZ-X5,全自動駕駛式洗地機洗擦吸三合一,大動力刷盤吸風電機,大容量清污水箱,大續航品牌電池。

揚子駕駛式掃地機YZ-S10,掃地+吸塵+噴霧控塵,1小時卓越清掃21000㎡,180L集塵箱,150L水箱,大容量無需頻繁注水,全景駕駛夜間操作也安心,模塊化設計一車多用,大噴霧射程遠動力強。

揚子駕駛式商用/工業掃地機,1小時清掃9500㎡,爬坡問題輕松解決,大容量雙箱設計,強力雙邊刷+主刷輕松清掃深度垃圾。

5900W強勁動力,掃地吸塵噴霧清潔一步到位,國內知名品牌電池單次滿電可清掃120000㎡

室外駕駛式掃地車掃地/吸塵/排噴,每小時清掃21000㎡,清掃寬度2100mm,續航時間4-5h,后排噴前噴霧雙功能,不用擔心滿天的灰塵。

1小時卓越清掃24000㎡高效除塵,25%爬坡系數,280L集塵箱,600L清水箱及霧化降塵系統,配備高壓沖洗泵持續作業不停留。

強力4邊刷+加寬主刷輕松掃走頑固垃圾,220L集塵箱,150L水箱,無需頻繁注水傾倒垃圾,整機3950W澎湃動力為高效清掃保駕護航。

3000W驅動輕松爬坡,壽命長、性能穩定、調速精度高,240L掛桶式集塵箱,避免頻繁傾倒垃圾二次揚塵。

每小時清掃22000㎡,清掃寬度2200mm,續航4-6h,前置噴霧降塵,雙碟剎制動。
揚子工商業洗地機YZ-X4,強“凈”動力,洗擦吸三合一。55L清水箱65L污水箱,無需頻繁注水換水,省時省力,高效清潔。大續航一次充電可用2-3小時,續航持久效率翻倍,采用知名品牌原廠定制電池,更快,更久,更強的電池性能。
揚子X5電動駕駛式洗地機提供高效率的優質清潔。12v/100ah*2電池支持機器一次工作3小時。并提供4000㎡/h的清潔效率。簡單的操作面板可以讓機器的使用變得簡單。洗地機配備80L清水箱和85L污水箱避免頻繁注水換水。
YZ-S4掃地車寬大的清掃路徑(1250mm,帶2個邊刷)與快速的運行速度相結合,可提供高達6380㎡/h的大清潔能力。這款駕駛式掃地機結構緊湊,轉彎半徑小,特別適合在大型機器無法進入的狹窄狹窄區域進行清掃。大過濾面積可以在灰塵最多的環境中進行清掃。YZ-S4的速度至少比使用院子掃帚的工人快30倍,



上汽大眾汽車有限公司是一家中德合資企業,由上汽集團和大眾汽車集團合資經營。公司于

萬科物業是我們的長期合作伙伴,2022年5月,萬科物業王總聯系揚子采購了一臺半封

拜耳醫藥保健是拜耳集團的子公司,集團總部位于德國的勒沃庫森,主要從事于研究用于預

西安五和土木工程新材料有限公司是西安建筑科技大學“高延性混凝土研究所”的科研成果

萬科物業(全稱:萬科物業發展有限公司)是萬科企業股份有限公司的控股子公司,專注于

某大型運動場,面積比較大,平時打掃的時候需要10人清掃地面,撿垃圾,采購了揚子S

合肥磐石自動化科技有限公司采購1臺x5雙刷+x4自走,客戶之前使用其他品牌手推式

昆山市華安工業氣體有限公司,單位面積一到季節就有落葉什么的。臟死了,老板一直頭疼

2022年4月,萬科企業股份有限公司向安徽揚子工業科技有限公司采購了4臺S11鋰

廈門中惠空調有限公司位于風景秀麗的廈門環東海域思明工業園區,是一家集產品研發、設

安徽揚子智能制造有限公司,屬于中國揚子集團旗下事業部,是一家專注工業品制造,集研發、生產和銷售于一體的、以清潔設備為核心的現代多元化工業品企業。自建4大生產基地,占地面積超500畝,擁有12條德系標準生產線,12大產品品類,涵蓋洗地機、掃地機、吸塵器、酒店清潔、升降平臺、倉儲叉車、掃雪機等品類,超1000種品系;40+全國區域運營中心,200+全國服務網點,10+用戶群體,8萬m2中心倉庫,全國直達,全國配送,是中國MRO工業品行業領軍者和全場景清潔解決方案的引領者。

 皖公網安備34112502000184號隱私政策使用條款xmlhtml
皖公網安備34112502000184號隱私政策使用條款xmlhtml